In the post-pandemic era, the global pharmaceutical landscape has undergone a tectonic shift toward Decentralized Clinical Trials (DCTs). Remote Lab Sample Collection has emerged as the linchpin of this transformation, bridging the gap between patient homes and central laboratories. As a premier China Remote Lab Sample Collection Factory, Dongguan Trial Medical Co., Ltd. is at the forefront of this revolution, providing the critical infrastructure required for high-fidelity biospecimen acquisition outside traditional clinical settings.
Dongguan Trial Medical Co., Ltd. is a specialized manufacturer of remote clinical trial monitoring devices, decentralized clinical trial solutions, and digital research technologies. Established in 2016, the company is located in Dongguan, China, a major center for advanced manufacturing, medical technology development, and electronic innovation. Operating from a modern facility covering more than 11,000 square meters, with a team of over 230 employees, Trial Medical is dedicated to developing and manufacturing innovative technologies that support clinical research organizations (CROs), pharmaceutical companies, healthcare institutions, and academic research centers worldwide.
With nearly a decade of specialization in medical technology development, we have successfully navigated the complexities of global regulatory frameworks, ensuring our collection kits meet the highest safety standards.
Our R&D team comprises biomedical engineers and software developers who integrate IoT connectivity with medical-grade hardware for seamless data flow.
Recognized as a leading supplier in the Dongguan manufacturing cluster, we serve as a benchmark for Quality Management Systems (ISO 13485) in the region.
Focusing on ambient temperature stabilization of DNA, RNA, and protein biomarkers. Our kits use proprietary chemical stabilizers that eliminate the need for cold-chain logistics, drastically reducing costs and increasing accessibility.
Integrating RFID and NB-IoT sensors into sample containers to track real-time location, orientation, and temperature exposure throughout the transit process, ensuring specimen integrity for regulatory audits.
Development of smart collection devices that use AI to guide patients through the self-sampling process, utilizing computer vision to verify sample volume and quality before the kit is even shipped back to the lab.
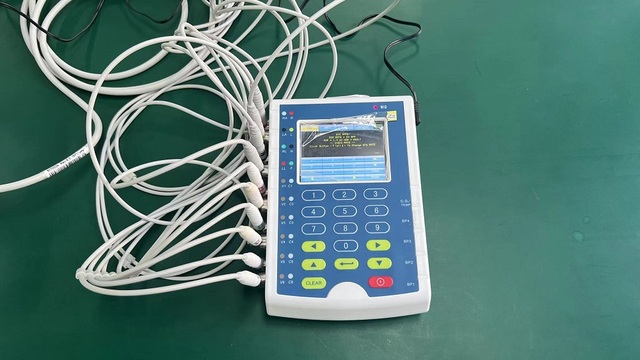
The company's product portfolio includes remote clinical trial monitoring devices, wearable health data collection systems, patient engagement platforms, electronic clinical outcome assessment (eCOA) solutions, and digital research tools. These are designed to facilitate real-time data collection, improve participant engagement, and enhance operational efficiency.
Our Dongguan-based manufacturing facility represents the pinnacle of Industry 4.0. By leveraging the local "World's Factory" ecosystem, we offer unparalleled supply chain agility.
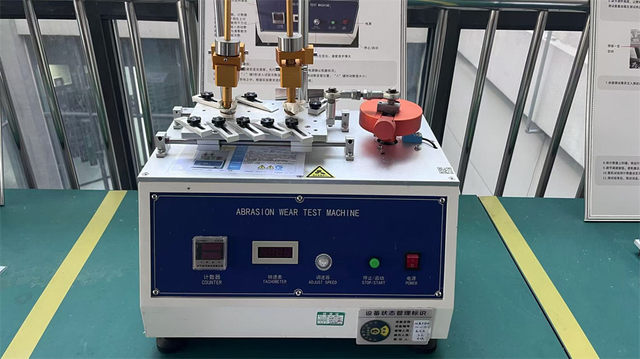
Automated production lines ensure that every collection tube and lancet meets micron-level tolerances, essential for high-throughput robotic lab processing.
We provide tailored solutions for specific research applications, from custom-branded packaging to proprietary reagent pre-filling, supporting diverse trial designs.
Comprehensive quality control procedures are implemented across product design, manufacturing, testing, and inspection processes to ensure consistent performance.
Global pharmaceutical enterprises require a partner who understands the nuance of Local Compliance. Trial Medical provides localized support for markets in North America, Europe, and Asia-Pacific.
Our digital platforms are built with privacy-by-design, ensuring that all patient-identifiable information (PII) is encrypted and handled according to regional laws.
Through strategic partnerships, we ensure that our remote collection kits can reach even the most geographically isolated participants, supporting true diversity in clinical trials.
When sourcing for large-scale trials, enterprises prioritize:
Visualizing our commitment to excellence in the clinical research ecosystem.