




1 / 5
The reverse osmosis or Ultrafiltration drinking water purification equipment fits in containers (20' or 40') exquisitely. This design is not only conducive to transport but also facilitates field hoisting, placement, and rapid use. The operation management greatly improves equipment efficiency.
Crucially, this containerized solution avoids complex pipe and device installation and reduces the need for extensive civil works. This significantly lowers investment costs, especially for remote areas and island regions. This equipment can be applied as a fixed installation, a mobile unit, or for field operations and disaster relief emergency use.

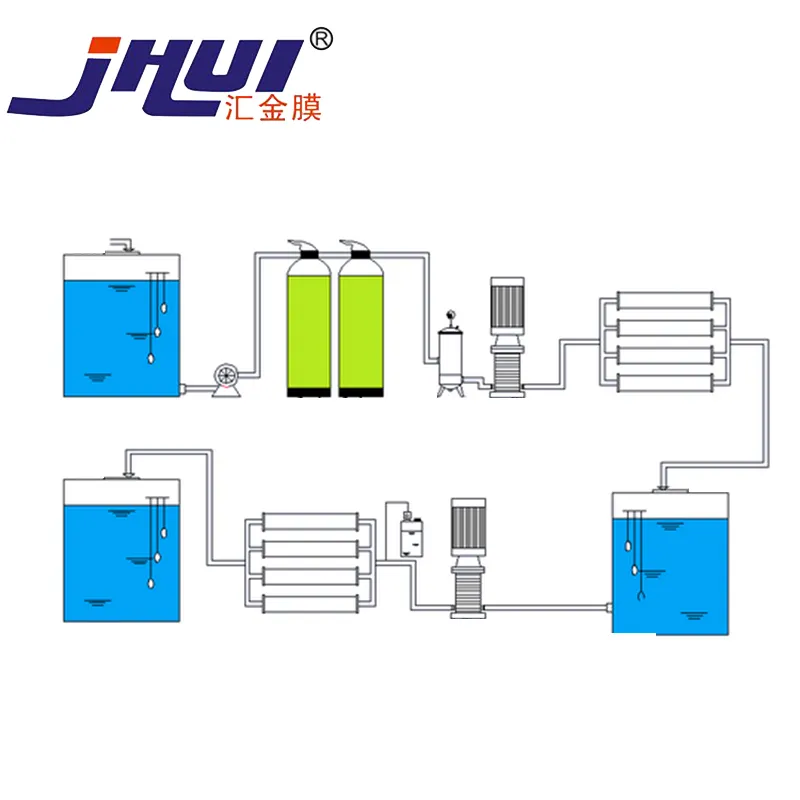
| RO Membrane | Valves | Instruments | Pumps | Cleaning System | Frame |
| RO8040 | Solenoid valve | Flowmeter | High-pressure pump | Cleaning pump | SS304 |
| 2pcs | Ball valves | Pressure gauge | CDMF5-18 (Q=7.6m3/h) | Cleaning tank | / |
| VONTRON brand | Check valve | Conductivity meter | CNP brand | / | / |
Integrated Departments: We have established dedicated R&D, quality control, and global marketing departments to ensure professional standards.
Customization: Clients provide detailed requirements, data, or drawings, and we produce solutions that meet specific industrial or drinking water needs.
After-Sales Support: We provide admirable after-sales services to ensure long-term operational stability.
Our story began in 2007, focusing on meeting the global need for clean water through advanced membrane solutions. We manufacture hollow fiber ultrafiltration membranes and systems, as well as reverse osmosis systems.
With 6 specialized production lines, we maintain a capacity of 2 million square meters for MBR membranes and 1 million square meters for UF membranes. Our products have been exported to 35 countries and territories, including Romania, Turkey, Turkmenistan, Malaysia, Brazil, and Australia.












