1 / 5
Our company has remained committed to the core industry of pharmaceutical health for over 67 years. We have consistently been at the forefront of the pharmaceutical water equipment industry and have become a leading service provider in the sector.

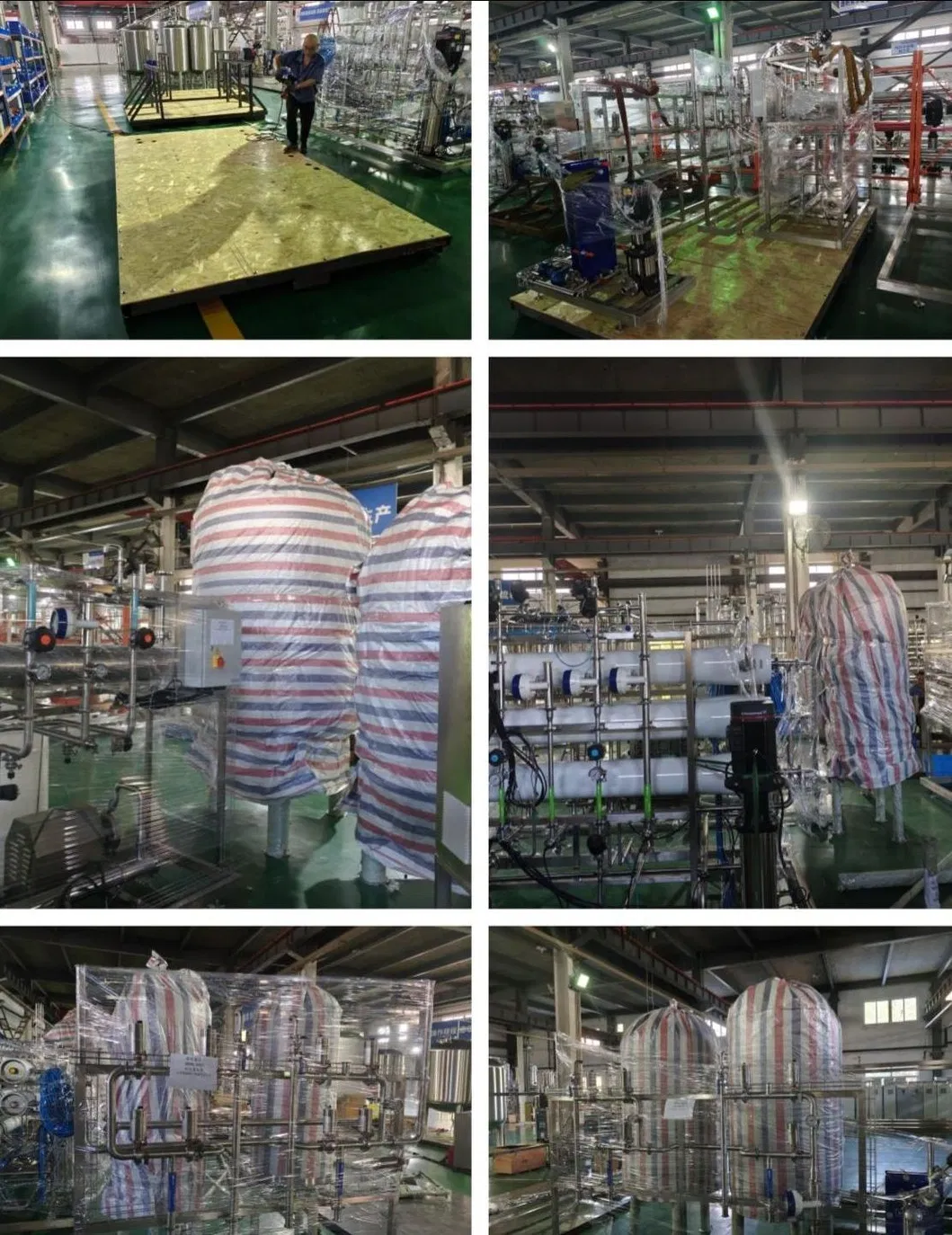
Working Principle: Qualified raw material water is pressurized by a multi-stage pump. It is heated in condensers and preheaters before entering the evaporator. Through a falling film flow process and vaporization, pure steam is produced. The system ensures high conductivity online detection to output only qualified distilled water.
| TDS (Raw Water Conductivity) | Residual Chlorine |
| Hardness | Metal Ions (Iron, Manganese) |
| Microorganism Control | Turbidity (SDI) |
| Free CO2 | Nitrite Levels |
Integrated falling film evaporation, gravity separation, and spiral flow three-stage separation system.
Multi-effect distillation technology enables steam cascade utilization, significantly reducing cooling water consumption.
Equipped with HMI+PLC fully automatic control system, supporting three-level permission management.
Supports electronic signatures and audit trails, fully compliant with GAMP 5 and 21 CFR Part 11 regulations.



Our professional process piping design team undertakes clean engineering projects in the biopharmaceutical and medical testing industries in accordance with GPM specifications, EU standards, and FDA guidelines.